T型槽铸铁平板,T型槽平板,T型槽平台,T型槽工作台,T型槽机床工作台,单围T型槽平板,大型T型槽平板,铸铁T型槽平板,T型槽焊接平台,T型槽拼接平台,T型槽装配平台,T型槽组合平台,T型槽平台加工厂家-泊头市亿天量具T型槽平板平台基地(T型槽工作台生产基地)


T型槽平台


T型槽平台,T型槽平板用途:主要用来固定工件,是钳工工人用来调试设备,装配设备,维修设备的基础工作平台。
T型槽平台,T型槽平板材质:高强度铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品的精度稳定,耐磨性能好。
T型槽平台,T型槽平板精度:按国家标准计量检定规程执行,分别为0、1、2、3四个等级。
T型槽平板的生产
T型槽平板的生产过程中会出现一些产品缺陷,只要采用正确的方法可以进行工艺弥补T型槽平板的生产过程中会出现一些产品缺陷,只要采用正确的方法可以进行工艺弥补,平板主要的缺陷包括:气孔、沙孔、夹沙、缩松等.铸铁平板的缺陷在《中华人民共和国机械行业标准》JB/T 7974—2000里有处理的详细规定.平板使用寿命和缺陷修复有密切的关系.所以对铸铁平板的缺陷做修复时要严格按工艺要求处理.
T型槽平板的生产工艺流程基本是:
1、毛坯:按技术要求制图纸、按图纸制作木型、配料、造型、烘干、浇铸、落沙、清理、检验毛坯的各部位;
2、机械加工:外观检验并划线、加工、检验;
3、工件调平、人工刮研、检验科检验;
4、外观处理、喷漆、包装、入库.
T型槽平台规格:
| 规格(长×宽)mm | 精度等级 | ||
| 1级 | 2级 | 3级 | |
| 平面度公差(um) | |||
| 200×200 | 10 | 20 | 50 |
| 300×200 | 12 | 24 | 60 |
| 300×300 | 12 | 24 | 60 |
| 300×400 | 12 | 24 | 60 |
| 400×400 | 12 | 24 | 60 |
| 400×600 | 14 | 28 | 70 |
| 500×500 | 14 | 28 | 70 |
| 500×600 | 14 | 28 | 70 |
| 500×800 | 16 | 32 | 80 |
| 600×800 | 16 | 32 | 80 |
| 600×900 | 16 | 32 | 80 |
| 1000×750 | 18 | 36 | 90 |
| 1000×1000 | 20 | 39 | 96 |
| 1000×1200 | 20 | 40 | 100 |
| 1000×1500 | 24 | 48 | 120 |
| 1000×2000 | 26 | 52 | 130 |
| 1500×2000 | 28 | 56 | 140 |
| 1500×2500 | 32 | 64 | 152 |
| 1500×3000 | 35 | 70 | 174 |
| 2000×3000 | 36 | 74 | 184 |
| 2000×4000 | 44 | 88 | 219 |
| 2500×3000 | 186 | ||
| 2000×4500 | 92 | 237 | |
| 2000×5000 | 102 | 255 | |
| 2000×6000 | 118 | 292 | |
| 3000×6000 | 308 | ||
| 3000×7000 | 255 | ||
| 3000×8000 | 292 | ||
| 4000×8000 | 308 | ||
-
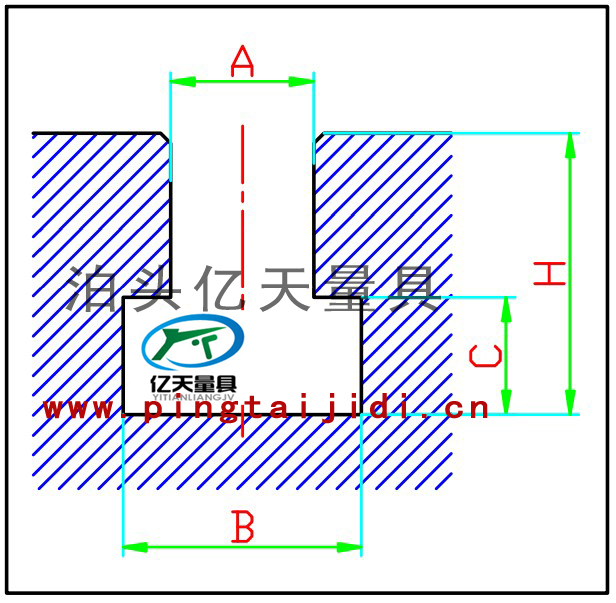
T型槽平板的T型槽尺寸参考值

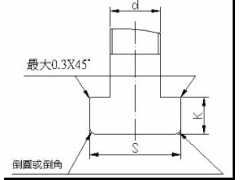
T型槽示图1 T型槽示图2E,F和G刀45度角或倒圓
T形槽
螺栓頭部
A
B
C
H
E
F
G
d
S
K
基本
尺寸最小
尺寸最大
尺寸最小
尺寸最大
尺寸最小
尺寸最大
尺寸最大
尺寸最大
尺寸最大
尺寸公稱
尺寸最大
尺寸最大
尺寸5
10
11
3.5
4.5
8
10
1
0.6
1
M4
9
3
6
11
12.5
5
6
11
13
M5
10
4
8
14.5
16
7
8
15
18
M6
13
6
10
16
18
7
8
17
21
M8
15
6
12
19
21
8
9
20
25
M10
18
7
14
23
25
9
11
23
28
1.6
1.6
M12
22
8
18
30
32
12
14
30
36
1
M16
28
10
22
37
40
16
18
38
45
2.5
M20
34
14
28
46
50
20
22
48
56
M24
43
18
36
56
60
25
28
61
71
2.5
M30
53
23
42
68
72
32
36
74
85
1.6
4
M36
64
28
48
80
85
36
40
84
95
2
6
M42
75
32
54
90
95
40
44
94
106
M48
85
36
T型槽平台注意事项
t型槽平台的生产过程中会出现一些产品缺陷,只要采用正确的方法可以进行工艺弥补,铸铁平板工作面的缺陷是不可以忽视的重要部位,铸铁平板主要的缺陷包括:气孔、沙孔、夹沙、缩松等。铸铁平板的缺陷在《中华人民共和国机械行业标准》jb/t 7974—2000里有处理的详细规定。铸铁平板使用寿命和缺陷修复有密切的关系。所以对铸铁平板的缺陷做修复时要严格按工艺要求处理。
T型槽平台的生产工艺流程基本是:
一、t型槽平台毛坯:按技术要求制图纸、按图纸制作木型、配料、造型、烘干、浇铸、落沙、清理、检验毛坯的各部位;
二、铸铁平板机械加工:外观检验并划线、加工、检验;
三、铸铁平板工件调平、人工刮研、检验科检验;
四、铸铁平板的外观处理、喷漆、包装、入库。
t型槽平台的承载要求:铸铁平板的承载是指铸铁平板单位面积承受的重量后,铸铁平板的变形挠度。为了便于理解,我们可以看作铸铁平板放好工件后,在不影响正常使用的情况下,铸铁平板所能够承受的压力。平板的精度也可以说是铸铁平板的平面度:铸铁平板一般精度可以分为0级、1级、2级、3级。铸铁平板的精度标准在《中华人民共和国机械行业标准》jb/t 7974—2000里可以查到。选用精度标准时一般根据使用情况酌情而定。3级精度以上的铸铁平板用做检验、划线、装配等使用,4级精度以下的铸铁平板一般用做铆焊等使用。
T型槽平台与铝型材检验平台的区别
铝型材检验平台的特点
1,上面为平面,人工铲刮上表面的平面度。
2,规格:500*6000,600*6000(特殊规格根据需方图纸制作。)
3,精度:按国家标准计量检定规程执行,分别为0、1、2、3四个等级。
4,材质:高强度铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品的精度稳定,耐磨性能好。
铝型材铸铁平台有时和流水线配套使用,不可缺少的会遭受冲击力,配套使用的架子一定要稳固,而且平台的面厚也要加强。铝型材检验平台:承重虽然不是很大,但是平台由于其特殊的形状,所以高度应该保持在300或者300以上,面板的厚度保持在50为宜,这样平台就能比较好的保持精度.
T型槽平台的特点
①T型槽平台工作面不得有严重影响外观和使用的砂孔、气孔、裂纹、缩松、划痕、碰伤、锈点等缺陷。 ②T型槽平台的表面应清除型砂且平整,涂漆牢固。
③精度等级为0级-3级的T型槽平台工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。
④T型槽平台应采用优质细密的灰口铸铁或合金等材料制造,其工作面硬度应达到170-220HB。
⑤T型槽平台工作面通常应采用刮削工艺。对采用刮削加工的3级T型槽平台工作面,其表面粗糙度Ra的最大允许值为5um。
⑥采用刮削工艺应进行涂色对研检验。对研后显示的接触点面积的比率见表3的规定:或者按25mm×25mm正方形面积的接触点数见表3的规定,且任意25mm×25mm中的接触点数之间应不大于5点。
T平面度级别
T型槽平台的平面度可分为:
①AA级:其平面度(μm)= 1+1.6D2 (D为平台对角线长或直径),用于高度精密 之测定之用, 常用于实验室② A级:其平面度为AA级之两倍误差,常用于工具检验室作精密量具之检验之用。③ B级:其平面度为AA级之四倍误差,常用于工具检验室或在现场检验量具或划线之用
T型槽平板(T型槽平台)的质量检测:
1、T型槽平板(T型槽平台)工作表面不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。
2、铸铁平板(T型槽平台)工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各种铸造表面应清除型砂、且表面平整,涂漆牢固。各棱边应修钝。在精度等级低于“00”级的平板工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度。在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。
3、在T型槽平板(T型槽平台)的相对两个侧面上,应设置有安装手柄、吊环等吊装设施的螺纹孔或圆柱孔。设计吊装位置时应考虑尽量减少因吊装而引起的变动。
4、根据用户要求,在板工作面上设置螺纹孔或沟槽后,这些部位不应出现高于工作面的凸起现象。
5、T型槽平板(T型槽平台)应采用优质细颗料的灰口铸铁或合金铸铁制造。
6、T型槽平板(T型槽平台)工作面的硬度应为HB 170-220。
7、T型槽平板(T型槽平台)工作面应采用刮削工艺,对于“3”级平板工作面也可以采用刨削工艺,刨削工作表面的表面粗糙度按轮廓算术平均偏差Ra值应不大于5um
8、T型槽平板(T型槽平台)应经过稳定性处理和去磁。
T型槽平板(T型槽平台)平 面 度:可分实验室级(Reference)、校验级(Master)、工 具室级(Working) 三级
T型槽平板(T型槽平台)平面研磨:平台在很早的时候,人们利用三块平台相互匹配以产生真平平面。一个熟练而 又有耐心的 磨石师傅可以不藉助任何量测仪器,而仅利用三平台相互匹配的 方式,做多次90度之旋转, 即可产生令人难以相信的真平程度。
T型槽平板(T型槽平台)平面度:
1.AA级:其平面度(μm)= 1+1.6D2 (D为平台对角线长或直径),用於高度精密 之测定之用, 常用於实验室。
2. A级:其平面度为AA级之两倍误差,常用於工具检验室作精密量具之检验之用。
3. B级:其平面度为AA级之四倍误差,常用於工具检验室或在现场检验量具或划线之用。
T型槽平板(平台)的分类:
按照用途分:
T型槽平板(平台)可以分为:T型槽平板、划线平板、检验平板、铆焊平板、焊接平板、火工平板、钳工平板、研磨平板、刮痧平板、压沙平板、试验平板、机床工作台(如:落地镗床工作台)、三座标平板、模具垫板、拼装平板(也叫装配平板)。
或:基础平台、划线平台、检验平台、铆焊平台、焊接平台、火工平台、钳工平台、研磨平台、刮痧平台、压沙平台、试验工作台(如:振动试验工作台简称振动试验台)、机床工作台(如:落地镗床工作台)、三座标平台、模具工作台、拼装平台(也叫装配平台)。
按照形状分类:普通平板(普通平台)、圆形平板(也叫圆平板/圆平台/圆形平台)、方平板(方平台)
按照表面工艺可以分为:平面平板和T型槽平板(T型槽平台)
T型槽平板(T型槽平台)的使用注意事项:
平板在使用时要先进行安装调试。然后,把平板的工作面擦拭干净,在确认没有问题的情况下使用,使用过程中,要注意避免工件和平板的工作面有过激的碰撞,防止损坏平板的工作面;工件的重量更不可以超过平板的额定载荷,否则会造成工作质量降低,还有可能损坏平板的结构,甚至会造成平板变形,使之损坏,无法使用。
平板在使用时要先进行安装调试。然后,把平板的工作面擦拭干净,在确认没有问题的情况下使用,使用过程中,要注意避免工件和平板的工作面有过激的碰撞,防止损坏平板的工作面;工件的重量更不可以超过平板的额定载荷,否则会造成工作质量降低,还有可能损坏平板的结构,甚至会造成平板变形,使之损坏,无法使用。
T型槽平台的退丝孔
T型槽通端俗称退丝孔,退丝孔就是一个大于螺栓大头(螺帽)T型槽的通孔,主要用于跨度较大的t型槽平板或t型槽弯板,退丝孔的作用是在安装或拆卸螺栓的时候比较方便。依据依据GB/T158-1996加工。在文章“t型槽通端(退丝孔)标准 ②”给出了具体的t型槽通端(退丝孔)的参数。
退丝孔的作用就是安装或拆卸工件的时候比较方便,一般跨度大于2米的T型槽才有必要考虑加工退丝孔,因为跨度小的T型槽在安装和拆卸螺栓的时候是很方便的,而且退丝孔会打断螺栓在T型槽内的行程,所以跨度小的T型槽基本不用考虑这个问题。
需要考虑开退丝孔的情况是:T型槽一般跨距都在2米以上而且螺栓需要频繁装卸,以一块宽3米长6米的T型槽平台为例,T型槽的跨度是6米,如果不开退丝孔的话那装卸螺栓就要在平台的两端装卸,频繁的使用就会降低工作效率效率。如果我们在1.5米、3米和4.5米的地方开退丝孔就会大大降低螺栓的装卸时间从而提高工作效率,当然这只是一个例子,退丝孔的位置一般都是由使用方根据自身的使用情况确定的。
|
T型槽规格标准 单位(mm)
|
|||||||
|
D
|
A
|
B
|
C
|
H
|
|||
|
最小
|
最大
|
最小
|
最大
|
最小
|
最大
|
||
|
M4
|
5
|
10
|
11
|
3.5
|
4.5
|
8
|
10
|
|
M5
|
6
|
11
|
12.5
|
5
|
6
|
11
|
13
|
|
M6
|
8
|
14.5
|
16
|
7
|
8
|
15
|
18
|
|
M8
|
10
|
16
|
18
|
7
|
8
|
17
|
21
|
|
M10
|
12
|
19
|
21
|
8
|
9
|
20
|
25
|
|
M12
|
14
|
23
|
25
|
9
|
11
|
23
|
28
|
|
M16
|
18
|
30
|
32
|
12
|
14
|
30
|
36
|
|
M20
|
22
|
37
|
40
|
16
|
18
|
38
|
45
|
|
M24
|
28
|
46
|
50
|
20
|
22
|
48
|
56
|
|
M30
|
36
|
56
|
60
|
25
|
28
|
61
|
71
|
|
M36
|
42
|
68
|
72
|
32
|
36
|
74
|
85
|
|
M42
|
48
|
80
|
85
|
36
|
40
|
84
|
95
|
|
M48
|
54
|
90
|
95
|
40
|
44
|
94
|
106
|
t型槽间距设计标准

|
T型槽间距设计标准 单位:mm
|
||||
|
T型槽开口(A)
|
两条T型槽之间的距离(P)
|
|||
|
5
|
|
20
|
25
|
32
|
|
6
|
|
25
|
32
|
40
|
|
8
|
|
32
|
40
|
50
|
|
10
|
|
40
|
50
|
63
|
|
12
|
(40)
|
50
|
63
|
80
|
|
14
|
(50)
|
63
|
80
|
100
|
|
18
|
(63)
|
80
|
100
|
125
|
|
22
|
(80)
|
100
|
125
|
160
|
|
28
|
100
|
125
|
160
|
200
|
|
36
|
125
|
160
|
200
|
250
|
|
42
|
160
|
200
|
250
|
320
|
|
48
|
200
|
250
|
320
|
400
|
|
54
|
250
|
320
|
400
|
500
|
|
T型槽间距偏差
|
|
|
T型槽间距
|
尺寸偏差(mm)
|
|
20
|
±0.2
|
|
25
|
|
|
32~100
|
±0.3
|
|
125~250
|
±0.5
|
|
320~500
|
±0.8
|